
L'impression 3D
Page mise à jour le 05-04-2026 à 18:40
Les types d'imprimantes FDM
Les deux principales conceptions mécaniques :
Pour information :
- BedSlinger : le lit d'impression se déplace le long de l'axe Y.
La structure se présente sous forme de portique
Avantages :- coût de production réduit
- maintenance facilitée
- encombrement important lié au déplacement du lit d'impression
- flexibilité du châssis
- vitesse d'impression limitée par l'importante inertie du plateau
- enceinte ouverte pouvant nuire à l'impression de certains matériaux
- réglage fastidieux et imparfait de la planéité du lit
- XY : le lit d'impression se déplace le long de l'axe Z.
La structure se présente sous forme de châssis
Avantages :- encombrement réduit
- rigidité du châssis
- facilement convertible en enceinte close
- plus onéreuses
- Les imprimantes dites cartésiennes où chaque axe est animé indépendamment.
La structure peut se présenter sous forme de portique (bedslinger) ou de châssis.
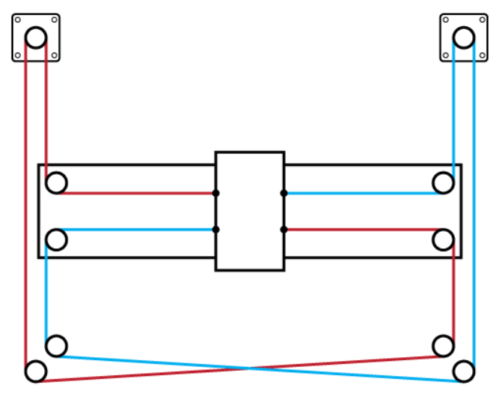
Exemples : Artillery Sidewinder (portique) ou Creality Ender 5 (châssis). - Les imprimantes Core XY où les axes X et Y dépendent l'un de l'autre.
Les moteurs pour chacun des axes ont une position fixe dans l'espace.
La structure se présente sous forme de châssis tel que la Elegoo Centauri ou la Creality K1
- Plus rarement on trouve du Core XZ sous forme de portique à l'instar de la Creality Ender3 V3.
|
 |
Pour information :
-
Les têtes d'impression de type direct drive se sont généralisées et ont énormément progressé.
(Le système Bowden était une source de problèmes et n'autorisait pas l'utilisation de matériaux flexibles.) - Les firmwares Marlin tendent à disparaitre au profit de firmwares basés sur Klipper.
-
Les slicers connaissent une évolution constante et sont généralement issus de Prusa ou de Cura.
Les plus célèbres :- Orca Slicer, Bambu Studio, Elegoo Slicer, Artillery Slicer (basés sur Prusa Slicer)
- Creality Slicer (basé sur Cura)
-
Les autres types d'imprimantes FDM non évoquées ici :
- Les imprimantes delta (peu répendues)
- Les imprimantes polaires (expérimentales)
- Les imprimantes résine sont de conception et de domaine d'application totalement différents
Le multi-couleurs
Les premières imprimantes multi couleurs embarquaient une tête d'impression à buses multiples avec systèmes bowden.
Ce dernier étant abandonné en raison de ses limitations, le choix s'est naturellement orienté vers un principe de chargement/déchargement de filament.
Les systèmes multi couleurs consistent donc, selon les modèles, en l'ajout de modules à chargement automatique permettant d'installer selon l'offre entre 4 et 16 bobines de filaments. Chaque filament passe par un hub pour ensuite atteindre le hotend à buse unique.
Ces systèmes portent des noms différents selon le constructeur :
Le principe peut s'avérer très pratique pour :
Une nouvelle génération d'imprimantes multi-couleurs fait son apparition avec un principe de changement d'outil où le chariot mobile prend tour à tour la tête chargée de la couleur adéquate ce qui évite les purges à répétition.
Snapmaker vient de sortir le modèle U1, une version économique en quatre couleur et Prusa va jusqu'à 5 couleurs mais dans une autre gamme.
Les systèmes multi couleurs consistent donc, selon les modèles, en l'ajout de modules à chargement automatique permettant d'installer selon l'offre entre 4 et 16 bobines de filaments. Chaque filament passe par un hub pour ensuite atteindre le hotend à buse unique.
Ces systèmes portent des noms différents selon le constructeur :
- AMS (Automatic Material System) chez Bambu Lab
- CFS (Color Filament System) chez Creality
- ACE (Anycubic Color Engine) chez Anycubic
- MMU (Multi Material Unit) chez Prusa
Le principe peut s'avérer très pratique pour :
- la sélection initiale du matériau ou de la couleur sans manipulation préalable
- le changement automatique de bobine de même couleur sur de gros volumes d'impression
- le changement de couleur en cours d'impression sur des groupes de couches
- une augmentation considérable de la durée d'impression
- une quantité de déchets pouvant atteindre 4 à 5 fois le volume de l'objet imprimé
Démonstration de l'augmentation de la durée d'impression et des pertes en filament.
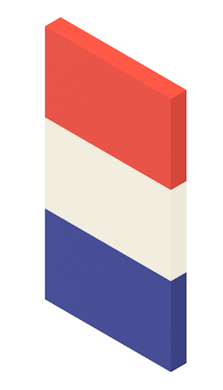
Exemple d'un objet de 150mm x 80mm x 10mm en 3 couleurs avec des couches de 0.2mm.
Exemple d'un objet de 150mm x 80mm x 10mm en 3 couleurs avec des couches de 0.2mm.
 |
Impression sur le plan XZ 3 changements de couleur par couche soit 3 x (80mm / 0.2mm) = 1200 changements |
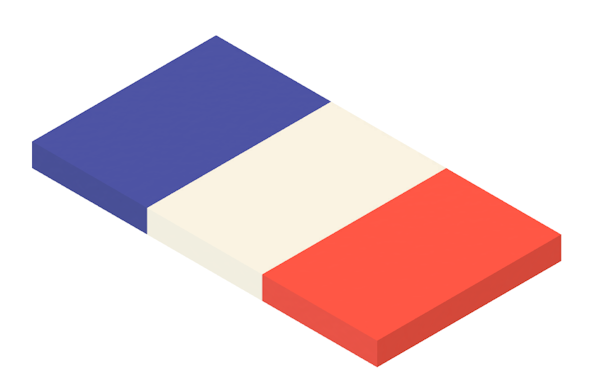 |
Impression sur le plan XY 3 changements de couleur par couche soit 3 x (10mm / 0.2mm) = 150 changements |
 |
Impression sur le plan YZ Seulement 3 changements de couleur |
Une nouvelle génération d'imprimantes multi-couleurs fait son apparition avec un principe de changement d'outil où le chariot mobile prend tour à tour la tête chargée de la couleur adéquate ce qui évite les purges à répétition.
Snapmaker vient de sortir le modèle U1, une version économique en quatre couleur et Prusa va jusqu'à 5 couleurs mais dans une autre gamme.
L'imprimante idéale
L'imprimante idéale pourrait ressembler à cela en 2025 :
- Caractéristiques
- Technologie Core XY
- Enceinte close
- Structure métal et verre
- Volume 250mm x 250mm x 250mm (répondant à 99% des besoins)
- Lit chauffant sous 230 volts (montée rapide en température et économie d'énergie)
- Buse en acier trempé (supportant les matériaux renforcés au carbone)
- Compatibilité tous matériaux (abrasifs, flexibes, haute température, etc.)
- Température maximale du hotend > 300°
- Température maximale du lit > 100°
- Vitesse maximale théorique >= 500mm/s
- Accélération maximale théorique >= 20m/s²
- Extrudeur direct drive à double engrenage
- Flux maximal théorique >= 30mm³/s
- Détection de fin de filament
- Epaisseur de couche minimale <= 0.1mm
- Précision <= 100µm
- Plateau PEI double face (lisse et texturé)
- Tendeur de courroie semi-automatique ou automatique
- Ventilations efficaces (extrudeur, pièce et enceinte)
- Filtre à charbon actif
- Chauffage passif de l'enceinte (économique et suffisant)
- Caméra intégrée
- Fonctions
- Calibration automatique de la planéité du lit
- Calibration automatique des PID
- Compensation active des vibrations et de la pression (input shaping)
- Gestion automatique de la première couche
- Nettoyage automatique de la buse
- Déchargement automatique du filament
- Reprise après coupure d'alimentation *
- Disponibilité du profil pour les principaux slicers
- Disponibilité du protocole de communication pour les principaux slicers
- Interface web
- Espace de stockage interne >= 8Go
- Connectique USB et WiFi
- Surveillance et time-lapses
- Application mobile et gestion à distance
- Options
- Connectique LAN
- Chauffage actif de l'enceinte
- Module multi couleurs
Les contraintes
Contrairement aux autres modes d'usinage, l'impression 3D FDM (Fused Deposition Modeling) est soumise à des contraintes particulières :
- on n'usine pas de la matière mais on en dépose
- la matière est extrudée à haute température puis aussitôt refroidie, générant ainsi des phénomènes de rétractation
- l'objet n'est pas plein mais constitué d'un remplissage en nid d'abeille
- l'objet étant constitué de couches, sa résistance est différente selon chaque plan
- il n'est pas possible d'extruder dans le vide et l'impression de supports sécables est souvent nécessaire
- les paramètres varient en fonction de l'équipement, du matériau utilisé et de la conception même de la pièce
- un post-traitement est souvent indispensable
La conception
Il s'agit de déterminer les besoins, d'en imaginer le résultat et de le traduire avec précision sous forme géométrique.
La conception devra tenir compte des contraintes liées à une impression en 3D.
Notions requises pour la réalisation de pièces mécaniques :
La conception devra tenir compte des contraintes liées à une impression en 3D.
Notions requises pour la réalisation de pièces mécaniques :
- relevé de cotes
- dessin technique
- conception mécanique
- résistance des matériaux
La modélisation
La modélisation consiste en l'utilisation d'un logiciel de CAO 3D performant dont la prise en main exige de nombreuses heures d'apprentissage.
L'objet dessiné devra être pensé pour une impression 3D qui est très différente des autres modes d'usinage :
L'objet dessiné devra être pensé pour une impression 3D qui est très différente des autres modes d'usinage :
- les cotes intérieures, principalement dans le plan horizontal, doivent tenir compte du taux de rétractation
- l'épaisseur des parois fines doit être un multiple du diamètre de l'extrusion
- les ponts trop longs et la génération automatique de supports doivent être contrôlés
Habitué à AUTOCAD, j’ai choisi FUSION 360 du même éditeur en pensant ne pas être dépaysé, voire même avoir
une longueur d’avance. Les deux logiciels ont en fait très peu de points communs et les réflexes
acquis avec AUTOCAD seraient même un handicap sous FUSION car la démarche est totalement différente.
Je ne regrette rien, bien au contraire, car FUSION 360 est extrêmement puissant et possède des fonctionnalités
particulièrement intéressantes, notamment un navigateur et un historique permettant de contrôler chaque étape.
FUSION 360 est gratuit pour un usage personnel et non commercial, avec quelques restrictions non contraignantes pour un particulier. Son seul défaut est qu’un accès à Internet est indispensable à son fonctionnement.
Bien que son objectif premier soit la modélisation 3D, il permet à l'instar d'Autocad de créer des dessins 2D exportables au format DXF.
FUSION 360 est gratuit pour un usage personnel et non commercial, avec quelques restrictions non contraignantes pour un particulier. Son seul défaut est qu’un accès à Internet est indispensable à son fonctionnement.
Bien que son objectif premier soit la modélisation 3D, il permet à l'instar d'Autocad de créer des dessins 2D exportables au format DXF.
Le tranchage
Il est primordial de maitriser un logiciel de tranchage (slicer) qui a pour but de transposer l'objet 3D en code destiné à l'imprimante.
Si leur interface peut paraitre simple, les algorithmes qui les animent sont extrêmement puissants.
Une compréhension minimale du G-Code est conseillée pour optimiser certains points.
Dans cette phase on tiendra compte principalement :
Mon choix depuis l'acquisition d'une imprimante Elegoo Centauri Carbon : ORCA SLICER
Si leur interface peut paraitre simple, les algorithmes qui les animent sont extrêmement puissants.
Une compréhension minimale du G-Code est conseillée pour optimiser certains points.
Dans cette phase on tiendra compte principalement :
- du matériau employé, essentiellement pour les températures et le refroidissement
- de la surface d'adhésion au plateau (bordures)
- de la génération automatique des supports
- du degré de résistance souhaité (taux de remplissage, sens des couches)
- du niveau de qualité de surface (hauteur des couches, vitesse d'impression)
J’ai connu d’énormes déboires avec CURA qui me générait un code fantaisiste en ne prenant pas correctement
en compte certains paramètres, et notamment la rétractation en provoquant des sous-extrusions.
D'autre part, sa liste de réglages est à mon goût peu pratique et confuse, et les bulles indicatives sont peu explicites voire fausses.
Bref, j'ai du mal à comprendre l'attachement qu'on puisse avoir pour un tel logiciel.
Je me suis orienté vers PRUSA SLICER qui à mon sens est bien plus performant et sain, tant pour son interface et ses fonctionnalités que pour sa rapidité d’exécution et la qualité du G-code produit.
A noter que la majorité des slicers se trouvent être basés sur Prusa Slicer, ce qui n'est certainement pas un hasard.
Je me suis orienté vers PRUSA SLICER qui à mon sens est bien plus performant et sain, tant pour son interface et ses fonctionnalités que pour sa rapidité d’exécution et la qualité du G-code produit.
A noter que la majorité des slicers se trouvent être basés sur Prusa Slicer, ce qui n'est certainement pas un hasard.
Mon choix depuis l'acquisition d'une imprimante Elegoo Centauri Carbon : ORCA SLICER
Elegoo Slicer est le trancheur fourni en standard avec cette imprimante, s'agissant d'un clone de Orca Slicer lui-même basé sur Prusa Slicer et Bambu Studio.
Orca Slicer prenant en charge le protocole des imprimantes Elegoo Centauri depuis sa version 2.3.0, j'ai donc naturellement opté
pour ce dernier me permettant ainsi de n'avoir qu'un seul slicer pour mes deux imprimantes, d'autant que ma SideWinder X2
a migré de Marlin à Klipper et que sa prise en charge est parfaite sous Orca Slicer.
L'équipement
Chaque machine est différente y compris au sein d'un même modèle.
Bien connaitre son imprimante est donc primordial :
Bien connaitre son imprimante est donc primordial :
- réglages mécaniques sans jeux ni points durs
- étalonnage précis de l'axe Z
- préparation du plateau (propre et adhésif)
- contrôle de la température en surface du plateau (l'ajout d’un plateau PEI abaisse la température de quelques degrés)
Grand volume d’impression, précise et silencieuse, direct drive, reprise après coupure
d’alimentation, lit chauffant sous 230V assurant une montée en température rapide et une consommation électrique minimale, tarif attractif.
Quelques défauts d'assemblage relevés lors de la mise en service :
Mon choix en 2025 : Elegoo Centauri CarbonQuelques défauts d'assemblage relevés lors de la mise en service :
- Vis de chariots serrées à bloc.
- Remplacement de certains galets présentant des points durs.
- Tête d'impression non alignée.
- Absence de plateau PEI.
- La fonction de reprise après coupure d’alimentation n'est pas fiable à 100%.
- Les filaments PLA et ABS Amazon Basics. Il ne filent pas, leur tarif est raisonnable, la livraison est rapide et gratuite.
- Les produits indispensables : alcool isopropylique à 99% et adhésif de plateau (DIMAFIX ou 3DLAC)
- Des sacs de rangement sous vide pour les filaments.
- Une sécheuse de filament.
- Quelques pièces de rechange : buses, galets, BL-touch, corps de chauffe, ventilateurs, etc.
Volume d’impression confortable, core xy, enceinte fermée, compatible tous matériaux, calibration automatique, rapide et précise,
direct drive à double engrenage, caméra, reprise après coupure d’alimentation, plateau PEI double face compatible Bambu Lab,
lit chauffant sous 230V assurant une montée en température rapide et une consommation électrique minimale, wifi, système d'exploitation Klipper, tarif attractif.
Voici pour les principales caractéristiques et un module additionnel multi-couleurs est attendu courant 2025.
Je conserve mon Artillery Sidewinder X2 que je maitrise parfaitement et qui me donne toujours entière satisfaction.
Au cours de ces deux dernières années j'ai testé d'autres types de filaments dans différents marques.
Prusa Slicer ne propose pas à ce jour de profil pour l'imprimante Elegoo Centauri Carbon. Il est toutefois possible d'en créer un en sélectionnant Klipper pour la version du G-code. Le protocole de communication adapté n'étant pas implémenté il faudra se contenter de l'interface web, ce qui revient quasiment au même.
Voici pour les principales caractéristiques et un module additionnel multi-couleurs est attendu courant 2025.
Je conserve mon Artillery Sidewinder X2 que je maitrise parfaitement et qui me donne toujours entière satisfaction.
Au cours de ces deux dernières années j'ai testé d'autres types de filaments dans différents marques.
Prusa Slicer ne propose pas à ce jour de profil pour l'imprimante Elegoo Centauri Carbon. Il est toutefois possible d'en créer un en sélectionnant Klipper pour la version du G-code. Le protocole de communication adapté n'étant pas implémenté il faudra se contenter de l'interface web, ce qui revient quasiment au même.
Les choses à savoir
Extrudeur Direct drive :
La vitesse maximale applicable est directement liée au volume et à la température d'extrusion. Il n'est donc pas concevable de déplacer la tête plus vite que l'extrudeur ne peut fournir.
Un moteur pas à pas impose qu'il soit accéléré pour atteindre sa vitesse et qu'il soit décéléré pour la réduire.
L'inertie des différents axes limite la vitesse.
Les importantes variations de vitesses génèrent des vibrations qui engendrent une baisse de précision.
Pour toutes ces raisons la vitesse d'impression ne devrait jamais dépasser la moitié de la vitesse maximale annoncée par le constructeur.
En analysant le parcours on se rend compte que la vitesse de consigne maximale n'est atteinte que sur de fortes distances.
Paramètres adaptés au PLA Amazon Basics sur Artillery Sidewinder X2 :
- Avantages
- Accepte tous type de matériaux
- Grande précision d'extrusion et de rétractation
- Rapidité de changement du filament
- Inconvénients
- L'inertie de la tête dûe à sa masse
- Avantages
- Légèreté et simplicité de la tête
- Peu de risque de résonnance
- Supporte mieux les vitesses élevées et les accélérations
- Inconvénients
- Ne prend pas en charge les matériaux flexibles tels que le TPU
- Extrusion et rétractation moins précises
- Exige un filament parfaitement calibré
La vitesse maximale applicable est directement liée au volume et à la température d'extrusion. Il n'est donc pas concevable de déplacer la tête plus vite que l'extrudeur ne peut fournir.
Un moteur pas à pas impose qu'il soit accéléré pour atteindre sa vitesse et qu'il soit décéléré pour la réduire.
L'inertie des différents axes limite la vitesse.
Les importantes variations de vitesses génèrent des vibrations qui engendrent une baisse de précision.
Pour toutes ces raisons la vitesse d'impression ne devrait jamais dépasser la moitié de la vitesse maximale annoncée par le constructeur.
En analysant le parcours on se rend compte que la vitesse de consigne maximale n'est atteinte que sur de fortes distances.
Paramètres adaptés au PLA Amazon Basics sur Artillery Sidewinder X2 :
- Température de buse 200°
- Température en surface de plateau 55°
- Déplacements 80mm/s
- Remplissages 80mm/s
- Supports 60mm/s
- Ponts 60mm/s
- Remplissages solides 50mm/s
- Périmètres 50mm/s
- Périmètres externes 35mm/s
- Première couche 25mm/s
- Solides supérieurs 25mm/s
- Perçages 20mm/s
Recommandations
L'extrudeur :
La SideWinder X2 est prise en référence mais cette méthode est applicable à toutes les imprimantes de ce type.
La butée Z est logicielle et l'épaisseur du plateau n'a aucune incidence sur la course des molettes de réglage.
Le nettoyage complet du plateau PEI est à effectuer la première fois puis de temps à autre :
Elle doit parfaitement adhérer au plateau, ce qui implique :
- La buse ne doit jamais entrer en contact avec le plateau
- Toujours attendre l'arrêt du ventilateur de tête avant d'éteindre l'imprimante
La SideWinder X2 est prise en référence mais cette méthode est applicable à toutes les imprimantes de ce type.
La butée Z est logicielle et l'épaisseur du plateau n'a aucune incidence sur la course des molettes de réglage.
- Positionner les 4 molettes à une course médiane
- Amener l'extrudeur et le plateau à température moyenne d'impression (200°/60°)
- Effectuer un premier étalonnage automatique pour éviter les collisions (Tools / More / Auto-Level)
- Régler mécaniquement les 4 coins avec une feuille de papier (Tools / Level)
- Effectuer un second étalonnage automatique (Tools / More / Auto-Level)
- Ajuster le Z=0 (Tools / More / Z=0) avec une feuille de papier 80g d'épaisseur 0.10mm
- la feuille doit à peine lécher la buse
- retirer la feuille et descendre la tête de 0.10mm (4 x -0.025)
- Sauvegarder les réglages en EEPROM
- Ramener la température de l'extrudeur en dessous de 50° avant extinction de l'imprimante (seuil d'arrêt du ventilateur)
Le nettoyage complet du plateau PEI est à effectuer la première fois puis de temps à autre :
- Utiliser de l'eau très chaude et du savon (ou liquide vaisselle)
- Terminer le dégraissage à l'alcool isopropylique
- Pulvériser en croix une légère couche d'adhésif (Primafix ou 3DLAC)
- Eviter de toucher la surface du plateau avec les doigts
- N'utiliser que des outils en plastique (jamais de métal)
- Ne pas multiplier les couches d'adhésif
- Ne pas utiliser d'autres produits chimiques ou abrasifs
- Essuyer légèrement le plateau à l'alcool isopropylique avec un chiffon microfibres
- Attendre le refroidissement du plateau (<35° en surface)
- Certains matériaux tels que le TPU nécessitent une température d'environ 40°
- Ne pas provoquer de chocs physiques ni de rayures
- Rubans adhésifs, colle d'écolier, laque à cheveux ou autres solutions de bricolage
Elle doit parfaitement adhérer au plateau, ce qui implique :
- Une bonne préparation du plateau
- Une température correcte en surface du plateau (à valider au thermomètre infrarouge)
- Une température adaptée de la buse pour la première couche
- Un réglage précis du Z=0
- Une vitesse d'impression lente
- Une première couche 50% plus épaisse
- Un ajustement (si nécessaire) du Z durant l'impression de la jupe ou de la bordure
- Un étalonnage automatique obligatoire pour les grandes pièces
Les échecs
Les premières imprimantes 3D grand public sont apparues au début des années 2010. Elles n'étaient alors équipées que d'un simple plateau
en verre et il fallait rivaliser d'astuces pour y faire adhérer le filament.
Des colles adaptées ont été développées puis les lits chauffants sont rapidement devenu un standard.
La dernière grande évolution fut le plateau PEI avec son revêtement adhérent, l'inverse des poëles Tefal en quelque sorte.
Malgré tout nous rencontrons toujours des problèmes de décollement. Laissons de côté les causes évidentes comme l'état et la propreté du plateau et intéressons-nous aux phénomènes physiques. Admettons que nous imprimions avec une forte ventilation du PLA extrudé à 210° sur un plateau à 50°. Chaque nouvelle couche est rapidement refroidie et se rétracte fortement, entrainant une contrainte importante des couches inférieures. Cette traction aura un effet amplifié sur certaines zones telles que les arêtes, ce qui aura pour conséquence du wraping dans les angles ou autres décollement aléatoires, partiels voire complets, menant à l'échec de l'impression.
Si on fait le parallèle avec la soudure à l'arc, un angle formé par deux pièces à 90° devra être préalablement ouvert car la rétractation dû au refroidissement du point de fusion le refermera. Une autre solution consiste à brider solidement les éléments sur un marbre avant l'opération de soudure et c'est exactement ce qu'on peut reproduire en ajoutant des bordures aux impression 3D.
Quelques grammes de filament et quelques minutes supplémentaires peuvent faire économiser beaucoup de matière et de temps.
Malgré tout nous rencontrons toujours des problèmes de décollement. Laissons de côté les causes évidentes comme l'état et la propreté du plateau et intéressons-nous aux phénomènes physiques. Admettons que nous imprimions avec une forte ventilation du PLA extrudé à 210° sur un plateau à 50°. Chaque nouvelle couche est rapidement refroidie et se rétracte fortement, entrainant une contrainte importante des couches inférieures. Cette traction aura un effet amplifié sur certaines zones telles que les arêtes, ce qui aura pour conséquence du wraping dans les angles ou autres décollement aléatoires, partiels voire complets, menant à l'échec de l'impression.
Si on fait le parallèle avec la soudure à l'arc, un angle formé par deux pièces à 90° devra être préalablement ouvert car la rétractation dû au refroidissement du point de fusion le refermera. Une autre solution consiste à brider solidement les éléments sur un marbre avant l'opération de soudure et c'est exactement ce qu'on peut reproduire en ajoutant des bordures aux impression 3D.
Quelques grammes de filament et quelques minutes supplémentaires peuvent faire économiser beaucoup de matière et de temps.
En conclusion
Les maitres mots pour réussir ses impressions :
- bien connaîtres ses logiciels, ses matériaux et son imprimante
- travailler avec méthode et précision
- réaliser des tests et prendre des notes
- comprendre les causes d'échecs
Papy WinTux - Philippe DESLOGES - 2023-2026 - Powered by Debian - Apache 2.4.54 - PHP 7.4.33 - Last update 20-04-2026 19:05 - Page size 43 ko built in 1 ms
All trademarks, logos, images and documents on these pages belong exclusively to their respective owners.
All trademarks, logos, images and documents on these pages belong exclusively to their respective owners.