
Options et astuces
Page mise à jour le 28-02-2026 à 16:14
Perçages et fraisages
Diamètres de perçage et de fraisage
| Vis bois | ⌀ perçage | Vis métaux | ||||
| ⌀ vis | ⌀ tête | chanfrein | ⌀ tête | chanfrein | ⌀ vis | |
| 2.0 | 2.3 | 2.0 | ||||
| 3.0 | 6.0 | 1.40 | 3.2 | 5.5 | 1.15 | 3.0 |
| 3.5 | 7.0 | 1.65 | 3.7 | 3.5 | ||
| 4.0 | 8.0 | 1.85 | 4.3 | 7.5 | 1.60 | 4.0 |
| 4.5 | 9.0 | 2.15 | 4.7 | 4.5 | ||
| 5.0 | 5.4 | 9.0 | 1.80 | 5.0 | ||
| 6.0 | 6.4 | 11.0 | 2.30 | 6.0 | ||
| 7.0 | 7.4 | 7.0 | ||||
| 8.0 | 8.4 | 16.0 | 3.80 | 8.0 | ||
Couture verticale
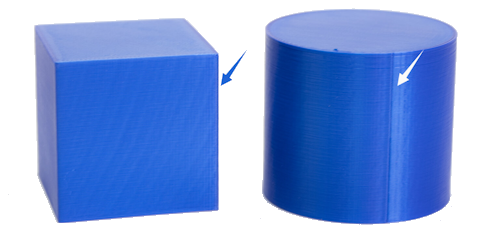
Estomper la couture verticale sur le périmètre
Activation :
- Prusa Slicer : Réglages d'impression > Couches et périmètres > Avancé > Position de la jointure : Aléatoire (Aligné par défaut)
- Orca Slicer : Traitement > Qualité > Couture > Position de la couture : Aléatoire (Alignée par défaut)
 |
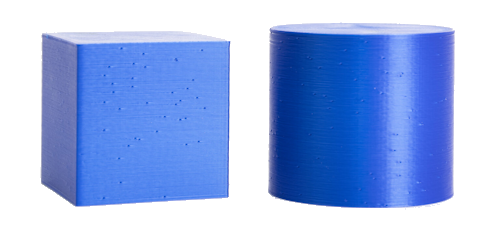 |
| Position Aligné ou Arrière | Position Aléatoire |
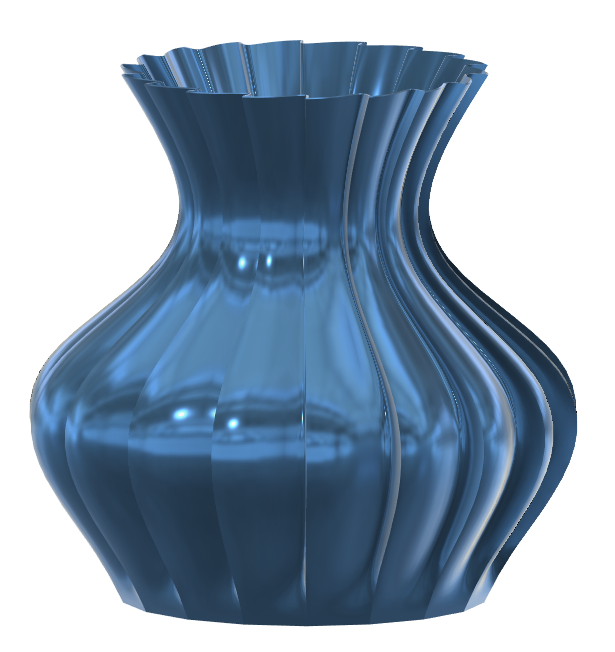
Vase spirale
Ce mode d'impression consiste en une variation continue de l'axe Z pour ne former qu'une spirale.
Activation :
- Prusa Slicer : Réglages d'impression > Couches et périmètres > Parois verticales > Vase spirale (Désactivé par défaut)
- Orca Slicer : Traitement > Autre > Mode spécial > Vase spirale (Désactivé par défaut)
- Rapidité d'impression, économie de filament et gain de poids
- Solidité de l'objet comparé à la même impression par couches
- Esthétique du résultat par l'absence de couture
- Il n'est pas nécessaire d'évider le modèle avant tranchage (sauf si le fond doit être absent)
- Le fond est imprimé avec le nombre de couches paramétré dans le slicer
- Le fond peut être plein ou partiellement évidé
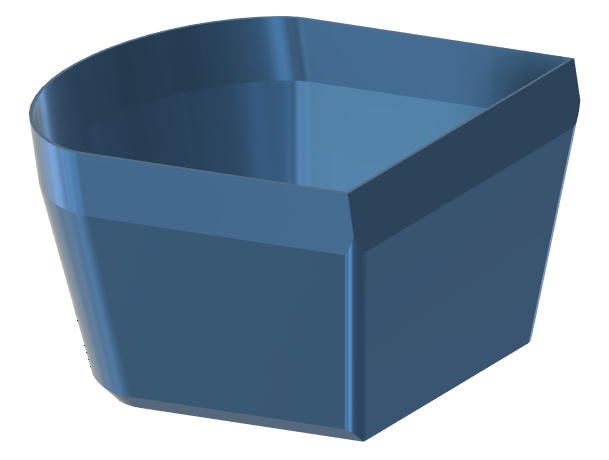
- Le plan supérieur doit être horizontal
- La paroi n'est composée que d'un seul périmètre
- La paroi ne peut être ajourée
- Le modèle ne doit pas nécessiter de supports
 |
 |
| Plan supérieur horizontal : mode vase applicable | Plan supérieur oblique : mode vase inapplicable |
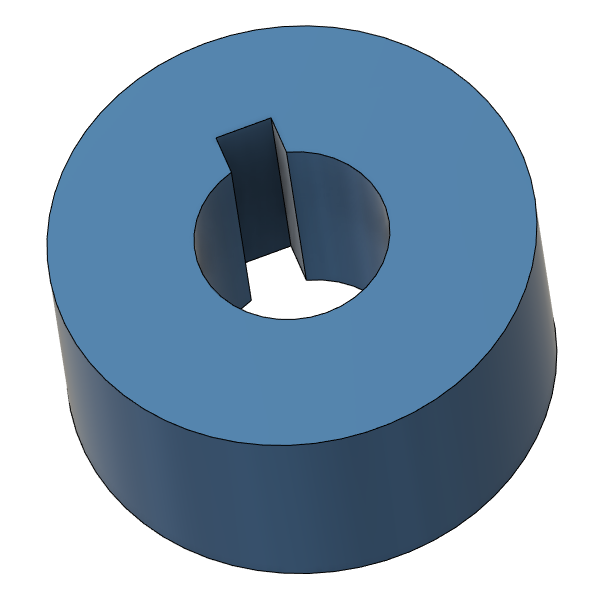
Le fond peut être partiellement évidé :
 |
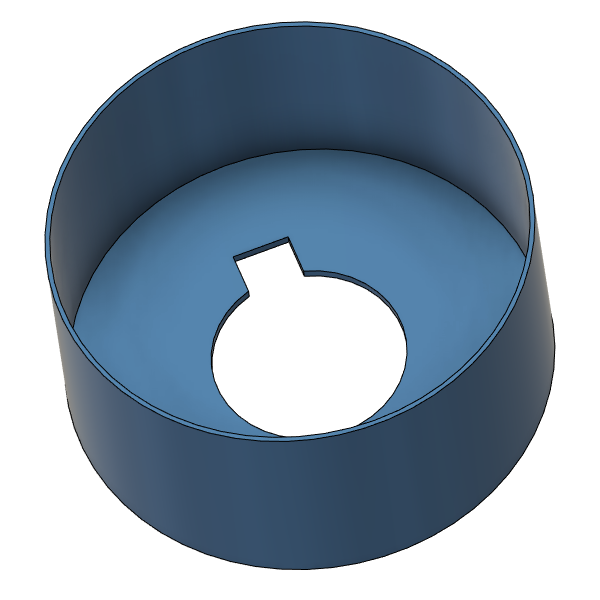 |
| Objet modélisé | Résultat généré par le slicer |
Autres exemples d'applications :
 |
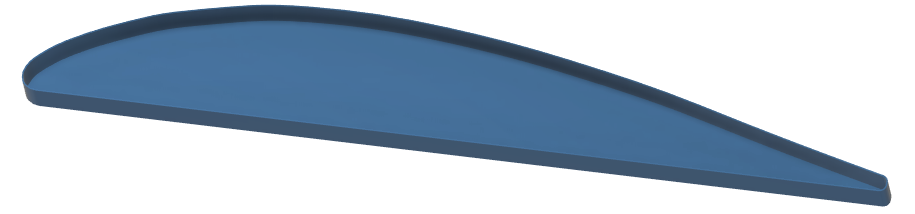 |
| Modélisme : capot pour moteur d'avion | Modélisme : saumons d'ailes pour avions |
Les surplombs
Eviter la génération automatique de supports
Gain de temps, économie de filament, meilleure finition et post-traitement limité.
Gain de temps, économie de filament, meilleure finition et post-traitement limité.
Remplacer dans la mesure du possible :
- Dans le plan horizontal : les congés par des chanfreins >= 43°
- Dans le plan horizontal : les surplombs par des ponts
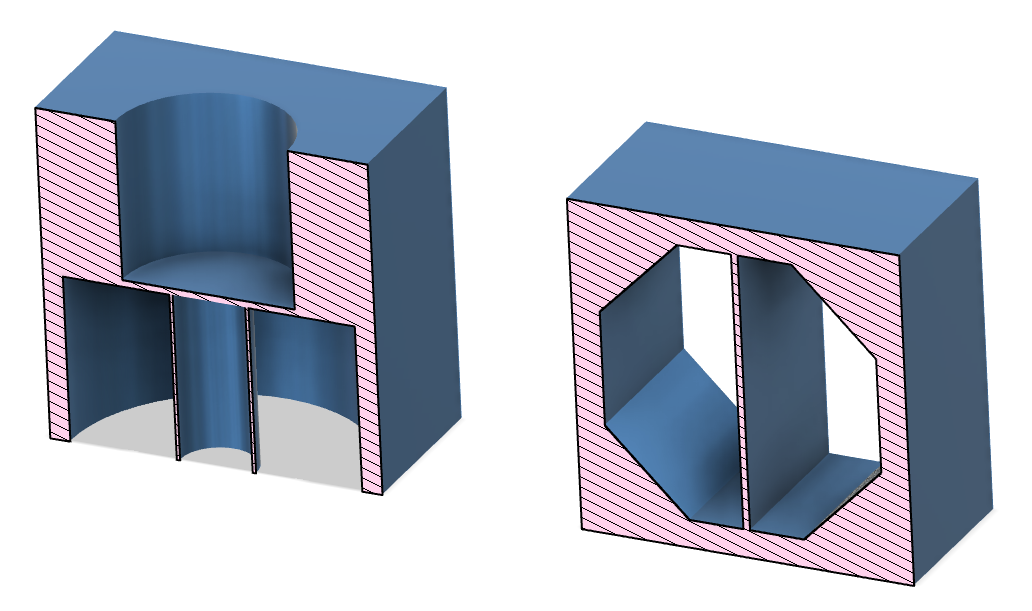
- Dans le plan vertical : les cercles par des octogones

| Congés en surplomb Supports créés | Chanfreins en surplomb >= 45° | Arêtes en surplombs Supports créés |
Pont avec une membrane de l'épaisseur d'une couche | Perçage horizontal rond Supports créés |
Perçage horizontal octogonal (angles à 45°) |
Pour les ponts trop importants prévoir des supports dans la modélisation
Ajouter manuellement des parois de l'épaisseur d'une extrusion (0.45mm pour une buse de 0.40mm).
La rétractation thermique
Rétractations liées à la température des diamètres intérieurs sur le plan XY
Les pièces mâles et femelles d'un même emboitement doivent être imprimées dans le même plan pour un ajustement correct.
| ⌀ requis | ⌀ obtenu | taux de rétractation | ⌀ corrigé |
| 2.00 mm | 1.70 mm | 15.00 % | 2.30 mm |
| 3.00 mm | 2.75 mm | 8.33 % | 3.25 mm |
| 4.00 mm | 3.80 mm | 5.00 % | 4.20 mm |
| 5.00 mm | 4.80 mm | 4.00 % | 5.20 mm |
| 6.00 mm | 5.80 mm | 3.33 % | 6.20 mm |
| 7.00 mm | 6.80 mm | 2.86 % | 7.20 mm |
| 8.00 mm | 7.80 mm | 2.50 % | 8.20 mm |
| 9.00 mm | 8.80 mm | 2.22 % | 9.20 mm |
| 10.00 mm | 9.80 mm | 2.00 % | 10.20 mm |
| 66.00 mm | 65.40 mm | 0.91 % | 66.60 mm |
| 70.00 mm | 69.70 mm | 0.43 % | 70.30 mm |
Les pièces mâles et femelles d'un même emboitement doivent être imprimées dans le même plan pour un ajustement correct.
Papy WinTux - Philippe DESLOGES - 2023-2026 - Powered by Debian - Apache 2.4.54 - PHP 7.4.33 - Last update 20-04-2026 19:05 - Page size 35 ko built in 17 ms
All trademarks, logos, images and documents on these pages belong exclusively to their respective owners.
All trademarks, logos, images and documents on these pages belong exclusively to their respective owners.